Uniview Solution IPC3618-CNEX: Cámara IP Antiexplosiva 8MP para Entornos Industriales Críticos
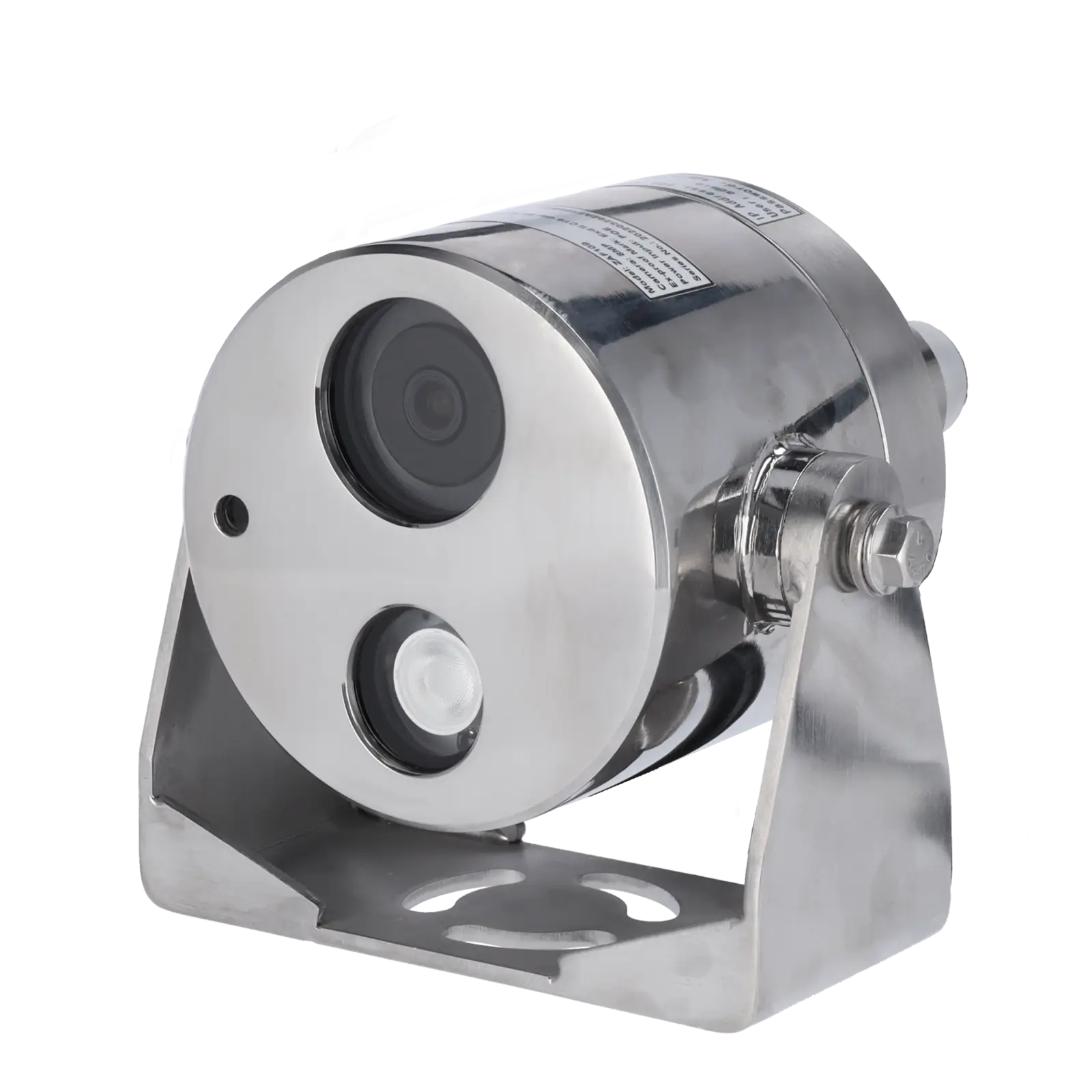
La Uniview Solution IPC3618-CNEX es una cámara IP de tipo domo antiexplosiva con resolución de 8 megapíxeles, concebida para su instalación en zonas clasificadas con riesgo de explosión. Combina la fiabilidad característica de Uniview con una construcción robusta orientada a los sectores industriales más exigentes.
Descargar ficha técnica (PDF)
8 MPResolución
CNEXCertificación antiexplosiva
DomoFormato
IndustrialAplicación
UniviewFabricante
IPTecnología
Este equipo está diseñado para instalación en zonas clasificadas. Consulte con un instalador cualificado para garantizar el cumplimiento de la normativa antiexplosiva aplicable en su país.
Diseño antiexplosivo para zonas clasificadas
La IPC3618-CNEX incorpora una construcción específicamente diseñada para operar con seguridad en entornos donde exista presencia de gases inflamables, vapores o polvos combustibles. Su certificación CNEX la hace apta para instalaciones industriales que requieren el más alto nivel de seguridad pasiva.
Alta resolución en entornos exigentes
Con una resolución de 8 megapíxeles, esta cámara permite capturar imágenes de gran detalle incluso en instalaciones de gran tamaño, facilitando la identificación de personas, matrículas o incidencias en tiempo real.
Fiabilidad Uniview en fabricación industrial
Uniview cuenta con una capacidad de fabricación de más de 20 millones de unidades al año en sus plantas de China, con sistemas avanzados de trazabilidad de calidad y gestión inteligente de la producción, garantizando la fiabilidad de cada unidad.
Integración en sistemas de videovigilancia profesional
La IPC3618-CNEX es compatible con el ecosistema de gestión de vídeo de Uniview, lo que permite su integración en plataformas VMS y sistemas de gestión centralizados para grandes instalaciones industriales.
Especificaciones técnicas
| Modelo |
IPC3618-CNEX |
| Marca |
Uniview / Uniview Solution |
| Resolución |
8 MP |
| Tipo |
Domo antiexplosiva |
| Certificación |
CNEX |
| Aplicación |
Industrial / Zonas clasificadas |
Aplicaciones recomendadas
La Uniview Solution IPC3618-CNEX está especialmente indicada para instalaciones petroquímicas, refinerías, plantas químicas, almacenes de sustancias inflamables, plataformas offshore y cualquier entorno industrial donde exista riesgo de explosión y se requiera videovigilancia de alta resolución con garantías de seguridad antiexplosiva.